Getting Technical - Micro Vibrations in Machining – an invisible but major source of cutting edge deterioration
A cutting tool in the tool crib with no external forces acting on it, is at equilibrium. When the tool is being used and cutting forces are acting on it, the tool is displaced from its equilibrium position and bends. When the cutting forces disappear, the cutting tool will move to-and-fro from its equilibrium position and will be oscillating (low frequency) or even vibrating (high frequency).
When cutting forces are applied on the tool, it bends but will not vibrate (no to-and-fro movement), right? But a cutting tool could start vibrating when the cutting forces disappear, right? There could be a to-and-fro movement and at least an oscillation and perhaps a vibration could start. So far, some physics.
But why do we experience vibrations during a turning operation? During the operation there will be bending of the tool but no to-and-fro movement, right? So, no vibrations during the operation, right?
Why vibrations in milling with solid carbide milling cutters? Solid carbide cutters are very stiff, they do not bend, and the tool will stay in equilibrium position. So, no to-and-fro movement and no vibrations, right?
What’s going on here? Why do we experience vibrations during machining? Black magic? Which hidden phenomena do we overlook?
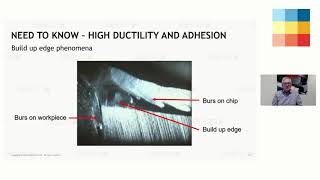
This live event demystifies at least one important reason why tools do vibrate – material segmentation during chip formation.
Read more about vibration in machining and how to overcome the challenge
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64