THE SEVEN REQUIREMENTS FOR OPTIMIZED MACHINING
OPTIMIZE YOUR MACHINING APPLICATIONSToday's demand for quality products at a lower cost requires all of us to look more closely at our manufacturing operations. Optimizing our manufacturing process is not just a good goal, it's a requirement for our futures. Optimized machining is not achieved by following a set of fixed parameters, but by following principles. These principles are termed "The Seven Requirements For Optimized Machining". All seven are required to achieve and maintain optimized machining conditions. They can also be used to evaluate current operations, and to review optimized operations to ensure continual success.
Each one of these requirements is necessary for the success of any optimized matching application.
1. QUALITY TOOLING
These are requirements for a quality tool:
Reasonable Price. The most expensive is not necessarily the highest quality.
Product Consistency. Optimized machining requires a consistent tool.
Product Service. The best tool in the world is not worth anything if the manufacturer can't support you.
Specially Designed Tooling. Special tooling designed to fit the application can yield a multiple increase in productivity levels and a lower cost per part.
2. PROPER MACHINE CONDITION
The success of any machining operation depends on proper machine maintenance and matching machine capabilities to the operation.
Maintain the machine to original operating specifications. Determine the machine's capabilities.
- Set up a maintenance program and maintain it on a regular basis.
- If it breaks, fix it the right way, the first time.
- Better yet, fix it before it breaks.
Match the machine to operational requirements. Utilize the machine's best characteristics.
- Rigid machines should be used for the heavy machining operations.
- Fast machines should be used for light matching of multiple operations.
- Make sure machine has the physical capabilities for the job. (i.e. HP)
3. SIMPLICITY OF OPERATION
There is no substitute for simplicity. It only makes optimization easier.
Simplify your operation setup. Optimized machining includes setup time.
- Standardize setup or setup procedures.
- Make sure the setup meets operational requirements. (i.e. rigidity)
Use common sense and simplicity to organize the sequence of operations. Create better flow.
- Don't chase your tail around the shop.
- Product consistency can be maintained better with simplified operations.
- Break up multiple operations if necessary. This may also improve through-put.
- Don't sacrifice any of the other requirements. You will lose more than you gain.
4. RIGIDITY
Tool life, cycle times, and product throughput can't be optimized without rigidity.
Machine rigidity (evaluate capability)
- Make sure the machine has the proper rigidity for the operation.
- Anti-backlash required on axis feeds for climb machining. (best tool life)
Part piece and setup rigidity (evaluate the best configuration)
- Evaluate part configuration and machining orientation.
- Design setup for maximum rigidity. Reduce the number of operations if necessary.
Tooling system rigidity (evaluate for maximum rigidity)
5. PROPER SPEED TO FEED RELATIONSHIP
Metal removal rates can't be optimized if the proper speed to feed relationship is not achieved.
Speed To Feed Relationships:
Relationship too far apart (poor tool life)
Speed too high and feed too low causes high frictional heat and rapid edge wear.
- Adjust by bringing speed down first, increasing feed may cause tool to break if speed is too high and out of proportion for application.
Relationship too close together (catastrophic failure)
Determining proper relationship (work with application)
6. PROPER CUTTING FLUID
Improper cutting fluid or an inadequate amount of cutting fluid can cause premature tool failure.
Running dry
Water-based coolant
For heat generating applications, water absorbs heat better than oil.
Use in applications where light chip loads are common (i.e. finishing end mills). Light feeds transfer more heat into the cutting tool.
- Flood systems are much more efficient than mist. Mist systems must be positioned precisely to work properly.
Oil-based coolant
For heavy feed applications, oil does not absorb heat very well.
Use in heavy feed applications, such as with roughing end mills, where high chip loads are common. Thicker chips absorb heat better but need more lubricant to produce.
- Chilled high-pressure systems work better than floods. Only do this if the machine is enclosed and has a mist extraction system.
Natural vegetable oil lubricant
For heavy feed applications only, not a coolant.
Can be used as a replacement for oil-based coolant applications. It typically has a lubricity level 3 times that of oil-based coolant and is biodegradable.
- Mist system is all that is typically required, otherwise it very expensive.
7. OPERATOR TRAINING
Operator training is essential in achieving and maintaining optimized machine applications.
The operator must be a direct part of the optimization attempt for it to succeed. He or she is the one who has to maintain it from now on.
- Draw on the operator's experience. No one knows their machine better.
- Take the operator's advice on machine capability and required machine maintenance requirements. This will help you a lot in the early stages.
- If they own it, they will take care of it. They'll keep it going when you're not around.
The operator must know the differences between what they have been doing for years, and an optimized application, and how it reacts to changes. Machining conditions at elevated speeds and feeds react differently than those at lower speed and feed ranges.
- They must clearly know how the operation functions and reacts. (sound and feel)
- They must also know how to adjust the application properly if something changes. Nothing is ever 100% absolutely the same.
You must also train them, and yourself, to work together to achieve this common goal.
If you can't work together and trust each other, the operation will definitely fail, and everyone loses.
- Making errors are human, so be sure to grow from your mistakes.
- A lack of proper training—or no training—is unprofitable and bad business.
Related content
High Performance Optimized Roughing in 17 4 PH Stainless Steel Dry
Niagara Cutter High Feed Machining Product Introduction
Video: Niagara Cutter NTM100 Threadmill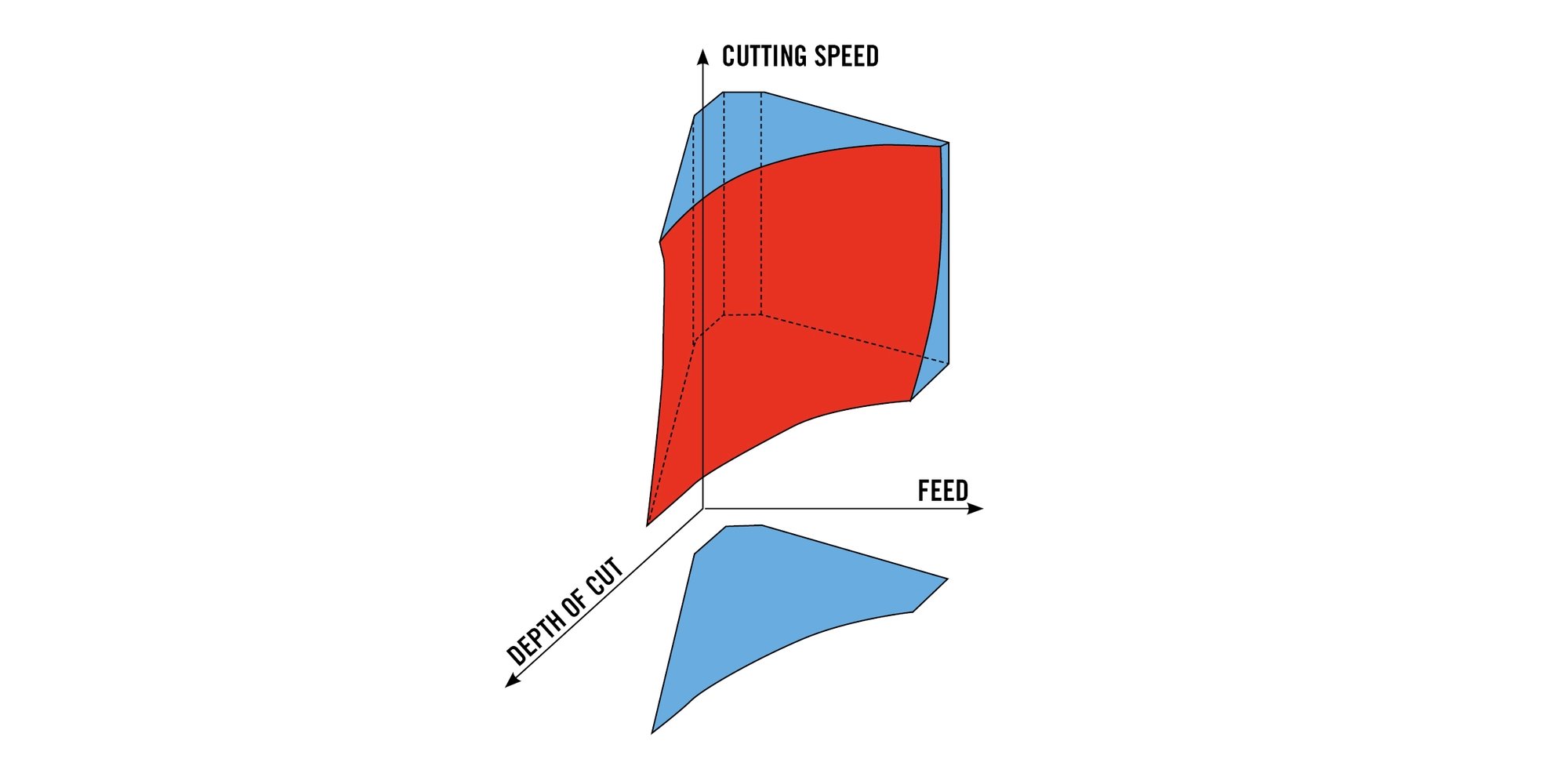
Niagara Thread Mills
ABOUT NIAGARA CUTTER
Niagara Cutter Multi Flute - Elite Series
Optimized Roughing 17-4 PH Stainless Steel Dry
Niagara Cutter's SN200R, SN400R and SN500R
High Performance Optimized Roughing with Stabilizer 2.0
Mold & Die End Mill Expansion Introduction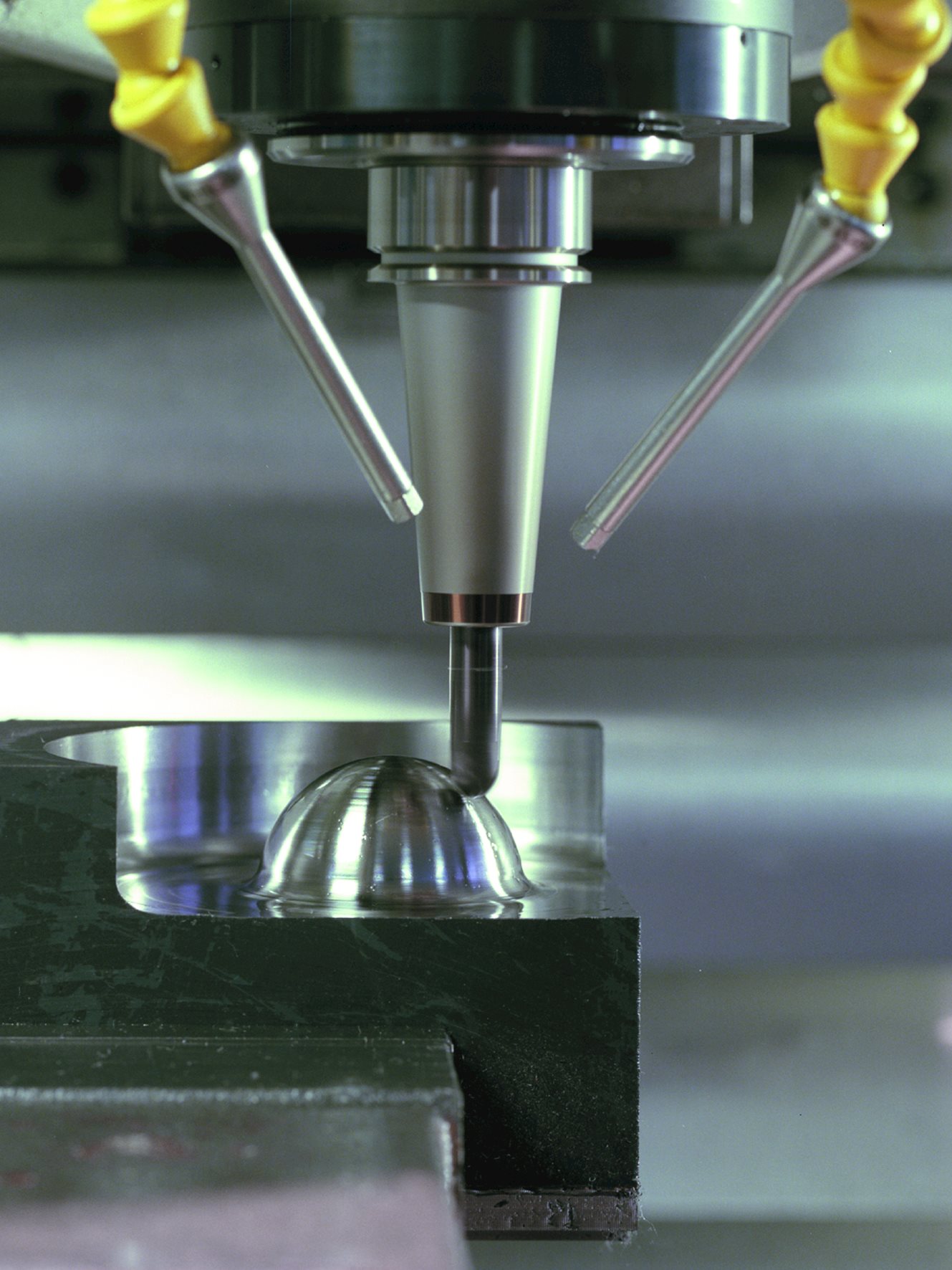
Optimized Roughing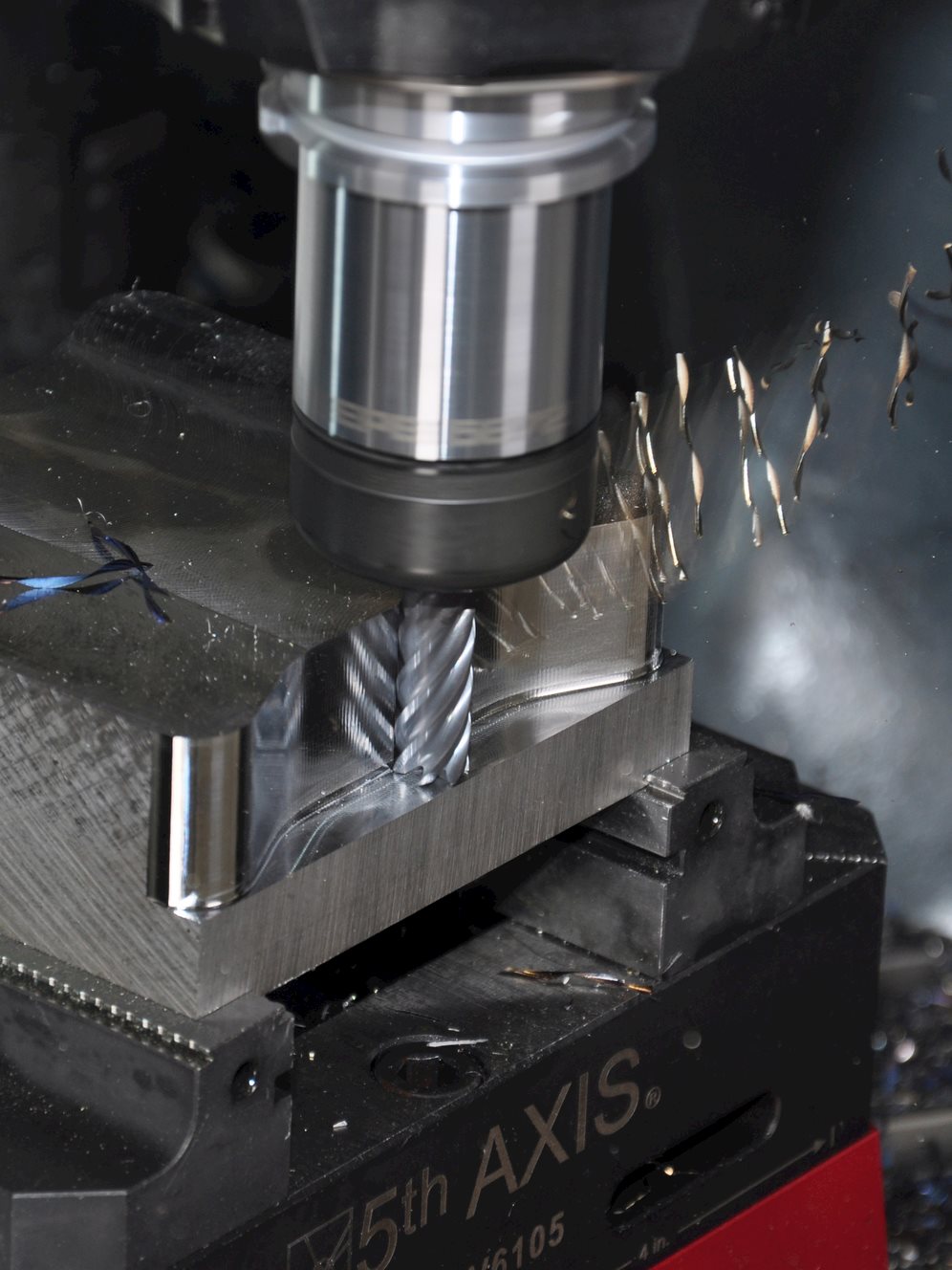
What Do Coatings Do?
Video: High Performance Optimized Roughing with Stabilizer 2.0
Video: Niagara Cutter Stabilizer 2.0 Product Introduction
ACS540 / ACS540R End Mills
A245/A345 family of end mills
New Seco Niagara cutter™ 5-flute End Mill delivers extreme versatility
Multi flute solid carbide end mills
Niagara Cutter® HTA Coating Product Expansion
Machining Navigator / Catalog NIAGARA